产品别名 |
冷镦线螺丝线 |
面向地区 |
全国 |
用途范围 |
精密电子 |
截面形状 |
圆棒 |
加工工艺 |
拉伸 |
形状 |
热轧 |
表面处理 |
光亮棒 |
材质 |
00Cr18Ni10 |
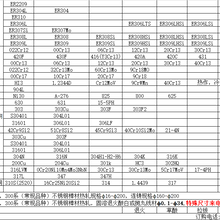
SUS 631 化学元素成分含量(%)
成分 C Si Mn P S Cr Ni Al
小值 - - - - - 16 6.5 0.75
大值 0.09 1 1 0.04 0.03 18 7.75 1.5
SUS 631 机械性能
热处理 抗拉强度
Mpa 屈服点
Mpa 延伸率
断面收缩率硬度
S(固溶处理) ≤1030 ≤380 ≥20 ≤229
RH950 ≥1230 ≥1030 ≥4 ≥10 ≥388
TH1050 ≥1140 ≥960 ≥5 ≥25 ≥363
①表中规定的数值适用于直径、边长、横平宽度或厚度为75mm或以下的棒材,超过75mm由买方和供应商商定。
②断面收缩率数据不适用于扁钢。当买方时,应按照买方和供应商之间的约定执行。
热处理
ⓐS(溶液处理):1000-1100℃,快速冷却。
ⓑRH950(沉淀硬化): 固溶处理后,955℃+/-10℃保温(10分钟),空冷至室温,24小时内冷却至-73℃+/-6℃,保温8小时,510C+/-10℃保温60分钟,空冷。
ⓒTH1050(沉淀硬化) :溶液处理后,760℃+/-15℃保温90分钟,1h内冷却至15℃或更低,保温30分钟,565C +/-10•C保温90分钟,空冷;
1 近似对照表 沉淀硬化型不锈钢
中国 中国台湾 日本 韩国 美国 国际标准组织 德国 法国 欧标 俄罗斯
GB ISC CNS JIS KS ASTM UNS ISO DIN EN/DIN W-Nr. NF EN/NF EN 数字牌号 GOST
07Cr17Ni7Al
(0Cr17Ni7Al) S51770 631 SUS 631 STS 631 631 S17700 X7CrNiAl 17-7 X7CrNiAl 17-7 1.4568 Z8CNA 17-07 X7CrNiAl 17-7 1.4568 09Х17Н7Ю
不锈钢焊丝主要分二种,一种是实芯焊丝,还有一种是药芯焊丝。
焊丝在使用时,主要是根据所需焊材质的不同选用不同的焊丝。
ER308H不锈钢焊丝主要是用于焊接18Cr-8Ni 的不锈钢
ER309Mo不锈钢焊丝主要用于焊接22Cr-12Ni-2.5Mo钢
ER409Cb不锈钢焊丝主要用于409,410不锈钢的焊接
堆焊丝 不锈钢焊丝 耐磨焊丝 耐腐蚀焊丝ER316、ER308、ER30、ER410、904L、9Cr18耐磨堆焊丝、SUS630、4Cr13堆焊焊条 耐磨焊条 钴基焊条 铸铁焊条 碳化钨焊条 模具焊条 阀门焊条309Mo、307Ti、sus410、sus430铁素体不锈钢焊丝、430LNb、
1、GB/T 5117-2012 非合金及细晶粒钢焊条
2、GB/T 5118-2012 热强钢焊条
3、GB/T 983-2012 不锈钢焊条
4、GB/T 984-2001 堆焊焊条
5、GB/T 10044-2006 铸铁焊条及焊丝
6、GB/T 8110-2008 气体保护电弧焊用碳钢、低合金钢焊丝
7、GB/T 10045-2001 碳钢药芯焊丝
8、GB/T 17493-2008 低合金钢药芯焊丝
9、GB/T 17853-1999 不锈钢药芯焊丝
10、GB/T 5293-1999 埋弧焊用碳钢焊丝和焊剂
11、GB/T 12470-2003 埋弧焊用低合金钢焊丝和焊剂
12、GB/T 17854-1999 埋弧焊用不锈钢焊丝和焊剂
13、GB/T 29713-2013 不锈钢焊丝和焊
14、NB/T 47018-2011 承压设备用焊接材料钢焊条订货技术条件
15、TB/T 2374-2008 铁道车辆用耐大气腐蚀及不锈钢焊接材料
16、中国船级社 材料与焊接规范 2009版
17、JB/T 3223-1996 焊接材料质量规程
牌号 430
美国UNS S43000
对应标准 ASTM A493-2009(2013)
冷镦和冷锻不锈钢线材及盘条标准规范
Standard Specification for Stainless Steel Wire and Wire Rods for Cold Heading and Cold Forging
铁素体不锈钢
性能 耐腐蚀 锻压性
用于制造耐腐蚀紧固件
成分 C Si Mn P S Cr
小值 - - - - - 16
大值 0.04 1 1 0.04 0.03 18
430 机械性能
mm 抗拉强度
d≥2.5 软态钢丝≤520
d≥2.5 轻拉钢丝≤595
1 近似对照表 铁素体不锈钢
中国 中国台湾 日本 韩国 美国 国际标准组织 德国 法国 欧标 俄罗斯 瑞典 英国
GB ISC CNS JIS KS ASTM UNS ISO DIN EN/DIN W-Nr. NF EN/NF EN 数字牌号 GOST SS BS EN/BS
10Cr17
(1Cr17) S11710 430 SUS 430 STS 430 430 S43000 X6Cr 17 X6Cr 17
(X8Cr 17) 1.4016 Z8C 17 X6Cr 17 1.4016 12Х 17 2320 430S15
ER 2594是一种超级双相焊丝。 耐点蚀等效数(PREN)至少为40,从而允许焊接金属称为超级双相不锈钢。 这种焊丝为锻造的超级双相合金(如2507和Zeron 100)以及超级双相铸造合金(ASTM A890)提供了匹配的化学和机械性能特性。 这种焊丝在镍中的合金含量为2-3%,可在成品焊缝中提供的铁素体比率。 这种结构导致高拉伸和屈服强度以及的抗SCC和点腐蚀性。
设置参数以获得10,000 -30,000 Joulesinch的热量输入。 不需要预热。 层间温度应保持在高300oF。 如果需要焊后退火,则该焊接金属将需要比双相基础金属所需的退火温度更高的退火温度。
我公司生产的镍基合金,高温合金,耐蚀合金,精密合金和特殊不锈钢产品形态如下:
ER2594板材,ER2594棒材,ER2594锻造圆棒,ER2594光亮棒,ER2594锻件,ER2594钢锭,ER2594方坯,ER2594无缝管管,ER2594法兰管件,ER2594带材及配套焊材等。
合金ER 385(904L)用于焊接具有相似化学成分的材料,用于制造处理酸和许多含氯介质的设备和容器。 这种填充金属还可用于连接317L型材料,其中需要在特定介质中提高耐腐蚀性。 为了降低裂缝和热裂的倾向,将低熔点成分如碳,硅和控制在该合金中的较低水平。
由于ER385锻造件的特殊机械性能,广泛用途如下:
ER385无缝轧制环和ER385锻造轴,用于发电,海洋,石油化工和化工工程行业。
ER385锻造轴,ER385锻造管,ER385锻造管,锻造管板,用于分离器和热交换器部件的锻造法兰,造纸工业,油气生产,压缩机零件,海水淡化厂
焊丝特点:
YD555为CO2或80%Ar+20%CO2保护耐磨堆焊药芯焊丝。该焊丝焊接工艺性能优良,成形美观,飞溅较小,焊接效率是手工焊条的3倍以上。熔敷金属为高铬合金,金相组织为马氏体加合金碳化物,由于碳化物具有的硬度,因而具有优良的耐磨料磨损性能。该焊丝堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
适用范围:
用于堆焊在轻微冲击下经受强烈磨料磨损的工件,如磨煤机磨辊、溜槽、料钟及矿山机械和建材机械等。
堆焊工艺:
1、堆焊前去除待焊工件表面的油、锈等污物,车去疲劳层。
2、母材焊前*好进行预热,温度在250度以上,焊后保温缓冷。